產品(pǐn)係列
公司動態
聯(lián)係我(wǒ)們
聯係人:趙經理
手機:17631773600
地址:河北省滄州市泊頭市交河鎮城裏村
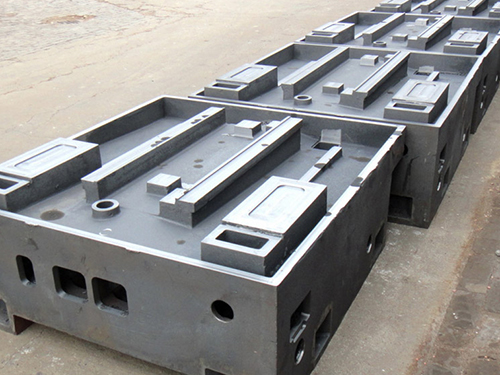

大型鑄件在凝固過程中,它的各部分尺寸一般都要縮(suō)小,鑄件尺寸縮小的(de)百分率,叫做鑄造線收縮率或鑄造收縮率。製造鑄模 ( 包括芯盒) 時,要按確定的鑄造收縮率(lǜ),將鑄模放大一些,以冷卻後鑄件的尺寸符(fú)合要求。大型鑄件冷卻時各個(gè)尺寸的收縮量可由下式求得:
收縮量 = 大型鑄(zhù)件尺寸×鑄造收縮(suō)率
1.大型鑄件的結構複雜收(shōu)縮困難,鑄件的收(shōu)縮率減小。例如,同一成分澆注的鑄鋼件,因結構形狀不同,其中以自由收縮時的收縮率大。
2.大型鑄件的(de)材料鑄(zhù)件(jiàn)的材料不同,鑄造收縮率也(yě)不同。例如,鑄鋼的收縮率比灰鑄鐵大;灰鑄鐵中硫多(duō)時,收縮率增大,矽多時收縮率減小。
3.大型鑄件的退讓性(xìng)鑄型的(de)退讓性好,鑄件的收縮率增(zēng)大。例如,用濕性和水玻璃砂型澆鑄的鑄件(jiàn)比幹(gàn)型澆鑄的鑄件的收縮(suō)率大。同樣(yàng)道理,隨著鑄件的尺寸增大,鑄(zhù)型的(de)退讓性(xìng)變差,鑄件的(de)收縮率 也就減小。

